في التلبيد الإيزوستاتي البارد (CIP)، تعتبر دورات الضغط وإزالة الضغط هي الإجراءات الميكانيكية الأساسية التي تحول المسحوق السائب إلى جسم صلب يمكن التعامل معه. أثناء الضغط، يتم ضخ سائل عالي الضغط في حجرة لضغط المسحوق المحتجز داخل قالب مرن بشكل موحد. بعد ذلك، تقوم دورة إزالة الضغط بتحرير هذا الضغط بعناية، مما يسمح بإزالة "الجزء الأخضر" الصلب المشكَّل حديثًا بأمان دون تكسر.
يكمن المفتاح في فهم أن هذه ليست دورات بسيطة للتشغيل/الإيقاف. إنها سلسلة يتم التحكم فيها بدقة ومصممة لتحقيق كثافة موحدة وسلامة الجزء من خلال إدارة كيفية تطبيق الضغط، والأهم من ذلك، كيفية إطلاقه.

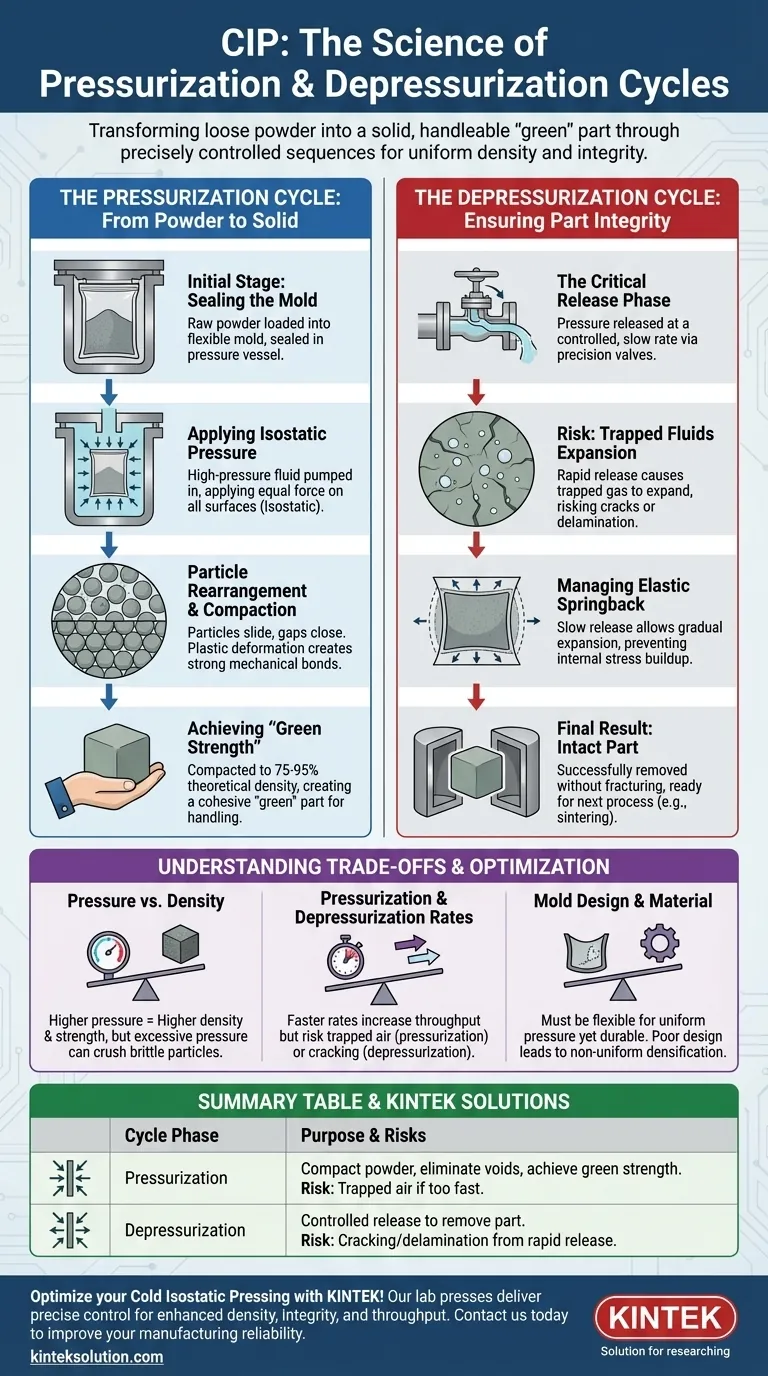
دورة الضغط: من المسحوق إلى الجسم الصلب
دورة الضغط هي المكان الذي يحدث فيه التلبيد الأساسي. هدفها هو القضاء على الفراغات بين جزيئات المسحوق وإنشاء جزء متماسك يتمتع بقوة كافية للمناولة.
المرحلة الأولية: إغلاق القالب
قبل بدء الدورة، يتم تحميل مسحوق المادة الخام في قالب مرن ومقاوم للماء، وعادة ما يكون مصنوعًا من مادة مرنة مثل البولي يوريثين أو المطاط. يتم بعد ذلك إغلاق هذا القالب ووضعه داخل وعاء الضغط الفولاذي لوحدة CIP.
تطبيق الضغط الإيزوستاتي
تبدأ الدورة عندما يتم ضخ وسيط سائل - عادة ما يكون ماءً مع إضافات مثبطة للصدأ ومواد تشحيم - في وعاء الضغط. نظرًا لأن الضغط يتم نقله بواسطة سائل، فإنه يتم تطبيقه بقوة متساوية على جميع أسطح القالب. هذا هو معنى كلمة إيزوستاتي (متساوي القياس)، وهو الميزة الأساسية لـ CIP، حيث يضمن التلبيد الموحد من جميع الاتجاهات.
إعادة ترتيب الجسيمات والتلبيد
مع زيادة الضغط، يحدث شيئان للمسحوق. أولاً، تنزلق الجسيمات وتعيد ترتيب نفسها، مما يغلق الفجوات والمسام الكبيرة. مع استمرار زيادة الضغط، تبدأ الجسيمات نفسها في التشوه البلاستيكي عند نقاط اتصالها، مما يخلق روابط ميكانيكية قوية تحبسها معًا.
تحقيق "القوة الخضراء"
تقوم هذه العملية بتلبيد المسحوق إلى كثافة خضراء مستهدفة محددة، والتي تتراوح عادةً بين 75 و 95٪ من الكثافة النظرية النهائية للمادة. يُعرف الجزء الصلب الناتج باسم "الجزء الأخضر"، ويمتلك سلامة ميكانيكية كافية، أو قوة خضراء، ليتم التعامل معه أو تشغيله آليًا أو نقله إلى العملية التالية، وهي عادةً التلبيد (التكليس).
دورة إزالة الضغط: ضمان سلامة الجزء
غالبًا ما تكون هذه الدورة أكثر أهمية وأكثر تحديًا من الناحية التقنية من دورة الضغط. يمكن أن يؤدي تحرير الضغط الهائل بسرعة كبيرة إلى تدمير الجزء الذي تم إنشاؤه للتو بسهولة.
مرحلة التحرير الحرجة
إزالة الضغط ليست حدثًا فوريًا. يجب تحرير الضغط بمعدل متحكم فيه، وغالبًا ما يكون بطيئًا. تتم إدارة ذلك بواسطة صمامات دقيقة تقوم بتنفيس السائل عالي الضغط تدريجياً من الوعاء.
خطر السوائل المحتبسة
الخطر الأساسي أثناء إزالة الضغط هو تمدد أي غاز (عادةً هواء) محبوس في المسام المجهرية المتبقية في الجزء الأخضر. إذا تم تحرير الضغط الخارجي بسرعة كبيرة، يمكن لهذا الضغط الداخلي المحتبس أن يتسبب في تكسر الجزء أو تقشره أو حتى انفجاره.
إدارة الارتداد المرن (Springback)
يمتلك كل من المسحوق الملبد والقالب المرن درجة من المرونة. عند إزالة الضغط الخارجي، سوف يتمددان قليلاً في ظاهرة تسمى الارتداد المرن. يسمح إزالة الضغط البطيئة والمتحكم فيها لهذا التمدد بالحدوث تدريجياً، مما يمنع تراكم الإجهادات الداخلية التي قد تؤدي إلى كسور.
فهم المفاضلات والمزالق
إن تحسين دورة CIP هو توازن بين الجودة والسرعة والتكلفة. يعد فهم المعلمات الرئيسية أمرًا ضروريًا للنجاح.
مستوى الضغط مقابل الكثافة
يؤدي الضغط الأعلى بشكل عام إلى كثافة خضراء أعلى وأجزاء أقوى. ومع ذلك، هناك تناقص في العوائد، ويمكن أن يؤدي الضغط المفرط أحيانًا إلى سحق جزيئات المسحوق الهشة، مما يخلق عيوبًا. لكل مادة نطاق ضغط مثالي.
معدل الضغط
معدل الضغط الأسرع يزيد من الإنتاجية ولكنه قد يكون إشكاليًا. إذا تم تطبيق الضغط بسرعة كبيرة، فقد لا يكون لدى الهواء وقت كافٍ للهروب من كتلة المسحوق، مما يؤدي إلى احتباس الغاز وبقع ذات كثافة منخفضة.
معدل إزالة الضغط: نقطة الفشل الأكثر شيوعًا
هذه هي المعلمة الأكثر أهمية في العملية. يؤدي معدل إزالة الضغط السريع بشكل كبير إلى زيادة خطر التكسر وفشل الجزء. ومع ذلك، فإن الدورة البطيئة جدًا تقلل من الإنتاجية. يعد العثور على أسرع معدل ممكن لا يزال يضمن سلامة الجزء هدفًا رئيسيًا لتحسين العملية.
تصميم القالب والمادة
القالب ليس مجرد حاوية؛ إنه أداة نشطة. يجب أن يكون مرنًا بما يكفي لنقل الضغط بالتساوي ولكنه متين بما يكفي لتحمل آلاف الدورات دون تمزق أو تدهور. يمكن أن يؤدي التصميم السيئ للقالب إلى تكثيف غير موحد.
تحسين الدورة لهدفك
تعتمد المعلمات المثالية لدورة CIP الخاصة بك كليًا على هدفك النهائي.
- إذا كان تركيزك الأساسي هو أقصى قدر من سلامة الجزء: أعط الأولوية لمعدل إزالة ضغط بطيء ومتحكم فيه جيدًا للقضاء على أي خطر للتشقق الداخلي الناتج عن الهواء المحتبس أو الارتداد المرن.
- إذا كان تركيزك الأساسي هو تحقيق كثافة عالية: ركز على الوصول إلى ضغط الذروة الأمثل لمادة المسحوق الخاصة بك مع السماح بوقت تثبيت كافٍ لإكمال التلبيد.
- إذا كان تركيزك الأساسي هو زيادة إنتاجية الإنتاج: اختبر بشكل منهجي معدلات ضغط وإزالة ضغط متزايدة السرعة، مع إجراء مراقبة صارمة للجودة لتحديد النقطة الدقيقة التي تبدأ فيها العيوب في الظهور.
إتقان التفاعل بين هذه الدورات هو المفتاح للاستفادة من التلبيد الإيزوستاتي البارد لتصنيع مكونات موثوقة وعالية الجودة.
جدول الملخص:
| مرحلة الدورة | العملية الرئيسية | الغرض | المخاطر الشائعة |
|---|---|---|---|
| الضغط | سائل عالي الضغط يلبد المسحوق بشكل موحد في قالب مرن | القضاء على الفراغات، وتحقيق الكثافة والقوة الخضراء | الهواء المحتبس، التلبيد غير الموحد إذا كان سريعًا جدًا |
| إزالة الضغط | تحرير متحكم فيه للضغط لإزالة الجزء الأخضر | منع التكسر وضمان سلامة الجزء | التحرير السريع يسبب كسورًا أو تقشرًا |
قم بتحسين عملية التلبيد الإيزوستاتي البارد لديك مع KINTEK! توفر آلات الصحافة المخبرية لدينا، بما في ذلك المكابس الأوتوماتيكية والإيزوستاتية، تحكمًا دقيقًا في دورات الضغط وإزالة الضغط لتعزيز كثافة الجزء وسلامته وإنتاجيته لاحتياجات مختبرك. اتصل بنا اليوم لمناقشة كيف يمكن لحلولنا تحسين موثوقية وكفاءة التصنيع لديك.
دليل مرئي
المنتجات ذات الصلة
- ماكينة الضغط الكهربائي للمختبر البارد الكهربائي المتوازن CIP
- آلة الكبس المتساوي الضغط الكهربائي المنفصل على البارد CIP
- آلة الضغط الأوتوماتيكية المختبرية الأوتوماتيكية الباردة المتوازنة CIP
- مكبس الحبيبات بالكبس اليدوي المتساوي الضغط على البارد CIP
- قوالب الكبس المتوازن المختبرية للقولبة المتوازنة
يسأل الناس أيضًا
- لأي غرض تُستخدم القدرات عالية الضغط لمكابس العزل الكهربائية المخبرية الباردة؟ تحقيق كثافة فائقة وأجزاء معقدة
- ما هو المبدأ التشغيلي الأساسي لضاغط العزل البارد المخبري الكهربائي (CIP)؟ تحقيق تجانس فائق في ضغط المساحيق
- ما هي خصائص حلول مختبرات التنظيف في المكان القياسية الجاهزة؟ تحقيق معالجة فورية وفعالة من حيث التكلفة
- ما هي أنواع المواد التي يمكن ضغطها باستخدام مكابس العزل الباردة المخبرية الكهربائية؟ تحقيق كثافة موحدة للمعادن والسيراميك والمزيد
- ما هو الدور الذي تلعبه مكابس العزل الباردة المعملية الكهربائية في السياقات الصناعية؟ سد الفجوة بين البحث والتطوير والتصنيع بدقة
















