باختصار، القيود الأساسية لعملية الضغط المتوازن البارد (CIP) بالحقيبة الرطبة هي أوقات دوراتها البطيئة، ومتطلباتها العالية من العمالة، وعدم ملاءمتها للأتمتة ذات الحجم الكبير. على الرغم من أنها تتفوق في إنتاج أجزاء ذات كثافة موحدة، إلا أنها عملية دفعات بطبيعتها أبطأ بكثير وتتطلب عمالة يدوية أكثر من البدائل مثل الحقيبة الجافة أو الضغط أحادي المحور.
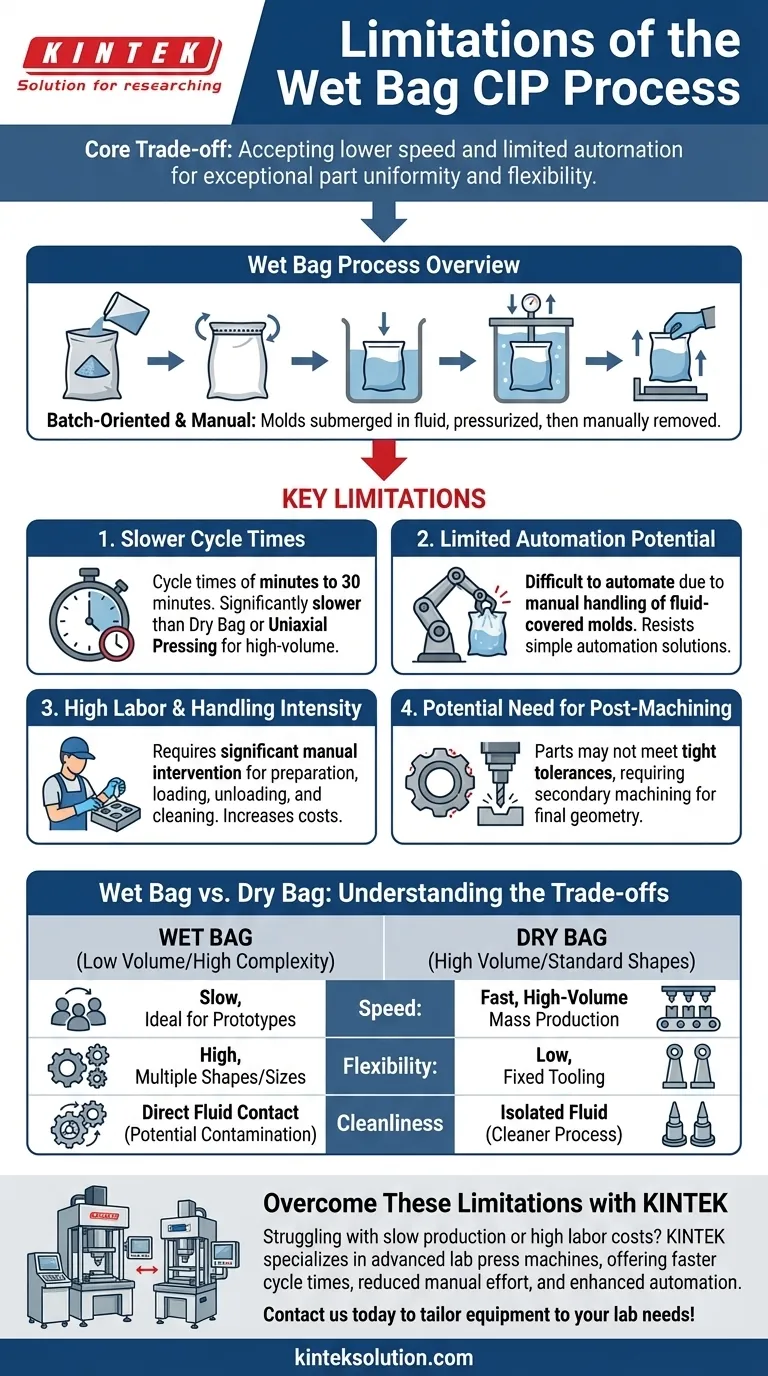
المفاضلة الأساسية لعملية الحقيبة الرطبة هي قبول سرعة إنتاج أقل وأتمتة محدودة في مقابل توحيد استثنائي للأجزاء ومرونة لإنتاج أشكال معقدة بكميات أصغر.

شرح عملية الحقيبة الرطبة
لفهم قيودها، يجب عليك أولاً فهم آليتها. العملية مباشرة ولكنها يدوية بطبيعتها.
سير العمل الموجه للدفعات
في تقنية الحقيبة الرطبة، يتم ملء قالب مرن أو حقيبة بالمسحوق وإغلاقها. ثم تُغمر هذه الحقيبة المغلقة في وعاء ضغط مملوء بسائل، عادةً زيت أو ماء.
يُغلق الوعاء، ويُضغط السائل، مما يطبق ضغطًا موحدًا على جميع أسطح القالب. بعد فترة زمنية محددة، يتم تخفيف الضغط عن الوعاء، ويُفتح، ثم يُزال الجزء المضغوط يدويًا.
الاتصال المباشر بالسوائل
الميزة المميزة هي أن القالب يغمر مباشرة في السائل الضاغط. وهذا له تداعيات مباشرة على المناولة، والنظافة، وسير العمل العام.
القيود الرئيسية لعملية الحقيبة الرطبة
تؤدي طبيعة هذه العملية اليدوية والموجهة للدفعات إلى عدة عيوب مميزة، خاصة عند النظر في الإنتاج على نطاق واسع.
أوقات دورات أبطأ
الدورة الكاملة للتعبئة، والإغلاق، والتحميل، والضغط، وتخفيف الضغط، والتفريغ تستغرق وقتًا طويلاً. يمكن أن تتراوح أوقات الدورات من بضع دقائق إلى ما يصل إلى 30 دقيقة.
هذا أبطأ بكثير من CIP بالحقيبة الجافة أو الضغط أحادي المحور، المصممين للإنتاج السريع أو المستمر أو شبه المستمر.
إمكانات أتمتة محدودة
من الصعب أتمتة عملية الحقيبة الرطبة بالكامل. تعتبر المناولة اليدوية للقوالب المرنة المغطاة بالسوائل للتحميل والتفريغ عنق زجاجة رئيسي يقاوم حلول الأتمتة البسيطة.
على النقيض من ذلك، فإن عملية الحقيبة الجافة، حيث تكون الأدوات مدمجة في وعاء الضغط، مصممة صراحة للاندماج في خطوط إنتاج مؤتمتة وعالية الحجم.
عمالة مكثفة ومناولة عالية
يتطلب كل جزء أو دفعة من الأجزاء تدخلًا يدويًا كبيرًا. يجب على المشغل إعداد القوالب، ومناولتها داخل وخارج وعاء الضغط، وإدارة تنظيف الأجزاء والأدوات. هذا يجعل العملية أكثر كثافة في العمالة ويزيد من تكاليف التشغيل على نطاق واسع.
الحاجة المحتملة للمعالجة اللاحقة
بينما تتفوق العملية في تشكيل الأشكال المعقدة، قد لا تلبي الأجزاء النهائية التفاوتات الأبعاد الضيقة. وهذا غالبًا ما يتطلب خطوة تشغيل ثانوية لتحقيق الهندسة الدقيقة النهائية، مما يضيف وقتًا وتكلفة إلى الإنتاج الإجمالي.
فهم المقايضات: الحقيبة الرطبة مقابل الحقيبة الجافة
تتضح قيود عملية الحقيبة الرطبة بشكل أوضح عند مقارنتها مباشرة ببديلها الأساسي، عملية الحقيبة الجافة.
السرعة والحجم
تُعد الحقيبة الرطبة مثالية للنماذج الأولية، والبحث، وسلاسل الإنتاج الصغيرة والمتوسطة حيث تكون تعقيد الأجزاء وجودتها أمرًا بالغ الأهمية.
صُممت الحقيبة الجافة للإنتاج الضخم عالي الحجم للأشكال الأكثر توحيدًا، حيث تكون السرعة والتكلفة المنخفضة لكل جزء هي المحرك الأساسي.
تعقيد الشكل والمرونة
توفر عملية الحقيبة الرطبة مرونة فائقة. يمكنها التعامل مع أشكال وأحجام متعددة، حتى في نفس الدورة، بتكاليف أدوات منخفضة نسبيًا.
تستخدم عملية الحقيبة الجافة أدوات ثابتة مدمجة في المكبس، مما يجعلها الأنسب لإنتاج كميات كبيرة من نفس الجزء.
النظافة والتلوث
لأن عملية الحقيبة الجافة تعزل سائل الضغط عن قالب المسحوق بغشاء دائم، فهي عملية أنظف بطبيعتها. يقدم أسلوب الحقيبة الرطبة بالاتصال المباشر للسائل خطوة إضافية ومصدرًا محتملاً للتلوث إذا لم يتم إدارته بعناية.
اتخاذ القرار الصحيح لاحتياجات الإنتاج الخاصة بك
يعد هدف الإنتاج الخاص بك العامل الأكثر أهمية في تحديد ما إذا كانت قيود عملية الحقيبة الرطبة مقبولة.
- إذا كان تركيزك الأساسي هو الإنتاج الضخم عالي الحجم: عملية الحقيبة الرطبة غير مناسبة بسبب طبيعتها البطيئة واليدوية؛ عملية الحقيبة الجافة هي الخيار الأفضل.
- إذا كان تركيزك الأساسي هو إنتاج أشكال معقدة أو متنوعة بكميات أصغر: عملية الحقيبة الرطبة خيار ممتاز، حيث تُعوض قيودها في السرعة بمرونتها وقدرتها على إنتاج أجزاء موحدة للغاية.
- إذا كان تركيزك الأساسي هو تقليل تكاليف العمالة وزيادة الأتمتة: الكثافة العالية للعمالة في عملية الحقيبة الرطبة تجعلها أقل قابلية للتوسع من أنظمة الحقيبة الجافة المؤتمتة بالكامل.
في النهاية، يجب عليك اختيار طريقة التصنيع التي تتوافق مع متطلباتك الخاصة لتعقيد الأجزاء، وحجم الإنتاج، والتكلفة.
جدول ملخص:
| القيود | الوصف | التأثير |
|---|---|---|
| أوقات دورات أبطأ | تستغرق الخطوات اليدوية مثل الملء والإغلاق والتفريغ دقائق إلى 30 دقيقة لكل دورة. | يقلل من سرعة وكفاءة الإنتاج. |
| إمكانات أتمتة محدودة | صعبة الأتمتة بسبب مناولة القوالب المغطاة بالسوائل. | يزيد الاعتماد على العمالة اليدوية ويحد من قابلية التوسع. |
| عمالة مكثفة ومناولة عالية | يتطلب تدخل المشغل بشكل كبير لإعداد القالب وإزالة الأجزاء. | يزيد من التكاليف التشغيلية ومتطلبات العمالة. |
| الحاجة المحتملة للمعالجة اللاحقة | قد لا تلبي الأجزاء التفاوتات الضيقة، مما يتطلب تشكيلًا ثانويًا. | يضيف وقتًا وتكلفة إلى عملية الإنتاج. |
هل تعاني من بطء الإنتاج أو ارتفاع تكاليف العمالة في مختبرك؟ تتخصص KINTEK في آلات الضغط المخبرية المتقدمة، بما في ذلك مكابس المختبر الأوتوماتيكية، والمكابس المتوازنة، ومكابس المختبر الساخنة، المصممة للتغلب على قيود الطرق التقليدية مثل CIP بالحقيبة الرطبة. تقدم حلولنا أوقات دورات أسرع، وجهد يدوي أقل، وأتمتة محسنة لتعزيز كفاءتك ودقتك. اتصل بنا اليوم لمعرفة كيف يمكننا تكييف معداتنا لتلبية احتياجات مختبرك ومساعدتك على تحقيق نتائج فائقة!
دليل مرئي
المنتجات ذات الصلة
- ماكينة الضغط الكهربائي للمختبر البارد الكهربائي المتوازن CIP
- آلة الكبس المتساوي الضغط الكهربائي المنفصل على البارد CIP
- آلة الضغط الأوتوماتيكية المختبرية الأوتوماتيكية الباردة المتوازنة CIP
- مكبس الحبيبات بالكبس اليدوي المتساوي الضغط على البارد CIP
- المكبس المتوازن الدافئ لأبحاث بطاريات الحالة الصلبة المكبس المتوازن الدافئ
يسأل الناس أيضًا
- ما هي تطبيقات مكابس العزل الباردة المخبرية الكهربائية في البيئات البحثية؟ تطوير المواد المتقدمة من خلال مكابس الضغط البارد عالية الضغط (CIPs)
- ما هي أنواع المواد التي يمكن ضغطها باستخدام مكابس العزل الباردة المخبرية الكهربائية؟ تحقيق كثافة موحدة للمعادن والسيراميك والمزيد
- ما هو المبدأ التشغيلي الأساسي لضاغط العزل البارد المخبري الكهربائي (CIP)؟ تحقيق تجانس فائق في ضغط المساحيق
- ما هو الدور الذي تلعبه مكابس العزل الباردة المعملية الكهربائية في السياقات الصناعية؟ سد الفجوة بين البحث والتطوير والتصنيع بدقة
- ما هي خصائص حلول مختبرات التنظيف في المكان القياسية الجاهزة؟ تحقيق معالجة فورية وفعالة من حيث التكلفة















